Conveyor material handling equipment plays a vital role in modern logistics and manufacturing, forming the backbone of efficient material flow across diverse industries. From simple belt conveyors to complex automated systems, this equipment streamlines operations, reduces labor costs, and enhances overall productivity. The global reliance on efficient supply chains makes understanding and optimizing conveyor systems crucial for businesses aiming to remain competitive in today’s fast-paced market.
The significance of conveyor material handling equipment extends beyond mere industrial applications. It's instrumental in humanitarian efforts, such as disaster relief, where rapid deployment of supplies is critical. Furthermore, advancements in conveyor technology are directly impacting sustainability initiatives by optimizing energy consumption and minimizing waste. Efficient material handling reduces damage and improves resource utilization, contributing to a more environmentally responsible approach.
Investing in the right conveyor systems represents a strategic advantage, offering increased throughput, improved safety, and enhanced operational flexibility. Understanding the nuances of different conveyor types, their applications, and emerging technologies is essential for making informed decisions and maximizing return on investment. This knowledge is paramount for ensuring businesses can adapt to evolving demands and maintain a sustainable competitive edge, as demonstrated by companies leveraging conveyor material handling equipment for optimized workflows.

The Importance of Conveyor Systems
The efficiency of any modern operation hinges on its ability to move materials effectively. Conveyor systems have become indispensable in achieving this, offering a continuous and reliable method for transporting goods across various distances and elevations. The impact on industries like manufacturing, warehousing, and logistics is profound, as they rely on these systems to maintain speed and accuracy in their processes.
Beyond the core benefits of speed and reliability, conveyor material handling equipment offers significant cost savings. Reduced reliance on manual labor, minimized product damage, and optimized space utilization all contribute to a lower total cost of ownership. As businesses increasingly focus on lean manufacturing principles, conveyor systems become a critical component in optimizing workflows and maximizing profitability.
Defining Conveyor Material Handling Equipment
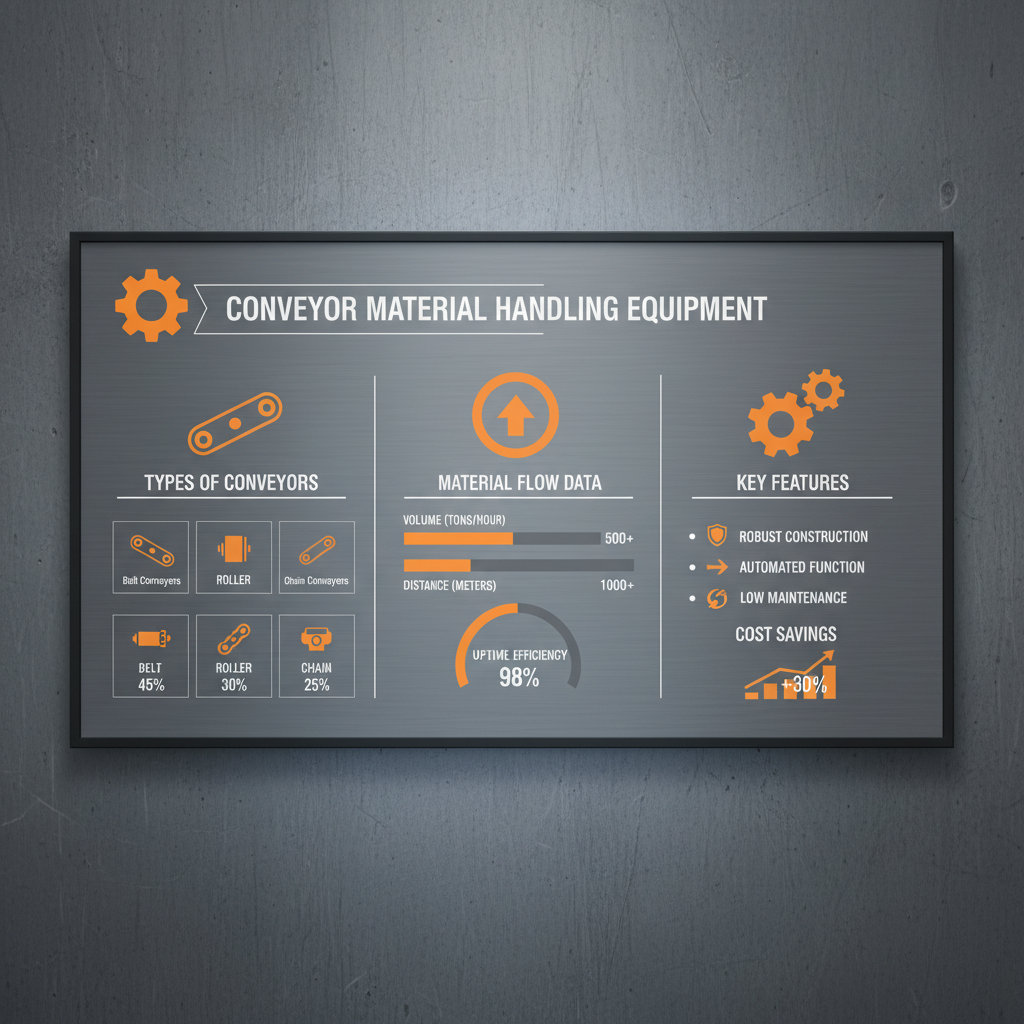
Conveyor material handling equipment encompasses a wide range of mechanical systems designed to move materials horizontally, vertically, or at an angle. These systems utilize various components such as belts, rollers, chains, and screws to facilitate the transport of goods. The specific type of conveyor used depends on the characteristics of the material being handled – its size, weight, shape, and fragility – as well as the layout of the facility.
The connection between conveyor systems and modern industry is undeniable. From assembly lines in automotive manufacturing to package sorting in distribution centers, conveyor belts are integral to maintaining production flow. Even humanitarian aid organizations utilize portable conveyor systems to rapidly unload supplies in disaster-stricken areas. The versatility of this equipment makes it adaptable to a multitude of needs and environments.
In essence, conveyor material handling equipment is more than just machinery; it’s a critical enabler of efficiency, productivity, and logistical success across diverse sectors. Companies like conveyor material handling equipment manufacturers play a crucial role in providing these essential components to industries worldwide.
Core Components and Key Factors
Durability is a primary factor in selecting conveyor material handling equipment. Systems must withstand continuous operation, heavy loads, and potentially harsh environmental conditions. The materials used in construction – such as high-strength steel, corrosion-resistant alloys, and durable polymers – directly impact the lifespan and reliability of the conveyor.
Scalability is another crucial aspect, particularly for growing businesses. The ability to easily expand or reconfigure a conveyor system to accommodate increased throughput or changing production requirements is essential. Modular conveyor designs offer exceptional scalability, allowing for seamless integration of additional sections or components.
Cost efficiency is paramount. While initial investment costs are important, it’s vital to consider the total cost of ownership, including maintenance, energy consumption, and potential downtime. Energy-efficient motors, automated lubrication systems, and robust construction contribute to lower operating costs and a higher return on investment. The right conveyor system will not only optimize material flow but also minimize expenses over its operational life.
Global Applications and Diverse Use Cases
Conveyor material handling equipment is ubiquitous across a wide range of industries. In the mining sector, heavy-duty conveyors transport ore and minerals from extraction sites to processing facilities. The food and beverage industry utilizes sanitary conveyors to maintain hygiene and efficiency in production lines. Retail distribution centers rely on automated conveyor systems for sorting and shipping packages.
In post-disaster relief operations, portable conveyor systems are deployed to rapidly unload essential supplies from ships and aircraft, streamlining the delivery of aid to affected populations. Remote industrial zones, such as oil and gas facilities in harsh environments, benefit from robust conveyor systems capable of operating reliably under challenging conditions.
The Asia-Pacific region represents a significant market for conveyor material handling equipment, driven by rapid industrialization and infrastructure development. North America and Europe remain key markets, with a growing emphasis on automation and energy efficiency. The versatility of conveyor systems makes them adaptable to a multitude of applications, contributing to economic growth and humanitarian efforts worldwide.
Conveyor System Performance Comparison
Advantages and Long-Term Value Proposition
The tangible benefits of implementing conveyor material handling equipment are numerous. Reduced labor costs, increased throughput, and minimized product damage directly impact a company’s bottom line. Optimized space utilization frees up valuable floor space for other operations. Moreover, automated conveyor systems enhance safety by reducing the need for manual lifting and handling of heavy materials.
Beyond the economic advantages, conveyor systems offer long-term value through increased sustainability. Efficient material handling reduces waste, minimizes energy consumption, and promotes responsible resource management. This aligns with growing environmental concerns and enhances a company’s reputation for social responsibility. Investing in high-quality conveyor material handling equipment translates to enduring benefits for businesses.
Future Trends and Innovations in Conveyor Technology
The future of conveyor technology is marked by increasing automation and digitalization. Artificial intelligence (AI) and machine learning (ML) are being integrated into conveyor systems to optimize performance, predict maintenance needs, and enhance safety. Smart conveyors equipped with sensors and data analytics can monitor material flow, identify bottlenecks, and automatically adjust speed and routing.
Sustainable materials and energy-efficient designs are also gaining prominence. Manufacturers are exploring the use of lightweight, recyclable materials and developing conveyors with regenerative braking systems to capture and reuse energy. These innovations contribute to a more environmentally friendly and cost-effective operation.
Challenges and Innovative Solutions
One common challenge is integrating conveyor systems into existing facilities with limited space or complex layouts. Innovative solutions include modular conveyor designs that can be easily customized and reconfigured to fit specific needs. Vertical conveyors and spiral conveyors offer efficient material transport in tight spaces.
Another challenge is maintaining conveyor systems in harsh environments, such as those exposed to extreme temperatures, dust, or corrosive materials. Specialized conveyor components made from corrosion-resistant alloys and sealed bearings can withstand these conditions. Regular preventative maintenance and remote monitoring systems can also help to minimize downtime and extend the lifespan of the equipment.
Addressing these challenges requires a collaborative approach, leveraging the expertise of conveyor manufacturers, system integrators, and facility operators.
Summary of Conveyor System Challenges and Solutions
| Challenge |
Impact on Operations |
Proposed Solution |
Implementation Cost (1-10) |
| Space Constraints |
Reduced throughput, increased congestion |
Modular & Vertical Conveyors |
6 |
| Harsh Environments |
Equipment Failure, Increased Maintenance |
Corrosion Resistant Materials & Sealed Bearings |
8 |
| System Integration |
Disrupted Workflow, Compatibility Issues |
Comprehensive System Analysis & Customization |
7 |
| Maintenance Downtime |
Production Losses, Increased Costs |
Predictive Maintenance & Remote Monitoring |
5 |
| Energy Consumption |
High Operational Costs, Environmental Impact |
Energy-Efficient Motors & Regenerative Braking |
4 |
| Material Handling Compatibility |
Product Damage, Incorrect Routing |
Custom Conveyor Design & Sensor Technology |
6 |
FAQS
Selecting the right conveyor system requires careful consideration of several factors. These include the type of materials being handled (size, weight, fragility), the warehouse layout, the required throughput, budget constraints, and future scalability needs. It's crucial to analyze your specific requirements and choose a system that can efficiently and reliably meet your operational demands. Factors like maintenance accessibility and energy efficiency should also be factored into the decision process.
Conveyor systems significantly improve workplace safety by reducing the need for manual lifting and handling of heavy materials. This minimizes the risk of musculoskeletal injuries, such as strains and sprains. Automated conveyor systems also eliminate the need for employees to work in close proximity to moving machinery, reducing the potential for accidents. Safety features like emergency stop buttons and guardrails further enhance workplace safety.
The lifespan of a conveyor system varies depending on several factors, including the quality of construction, the type of materials handled, the operating environment, and the level of maintenance. With regular maintenance and proper operation, a well-built conveyor system can typically last 10-20 years or even longer. Investing in high-quality components and implementing a preventative maintenance program are key to maximizing the lifespan of your conveyor system.
Calculating the ROI for a conveyor system involves comparing the initial investment cost with the long-term benefits. These benefits include reduced labor costs, increased throughput, minimized product damage, optimized space utilization, and improved safety. Consider the cost savings achieved through increased efficiency and reduced operational expenses. A detailed ROI analysis can help justify the investment and demonstrate the value of implementing a conveyor system.
The latest trends in conveyor systems include increased automation, integration of AI and machine learning, and the use of smart sensors for predictive maintenance. Energy-efficient designs and sustainable materials are also gaining prominence. Another key trend is the development of modular conveyor systems that can be easily customized and reconfigured to meet changing needs. These advancements are driving greater efficiency, reliability, and sustainability in material handling operations.
Ensuring your conveyor system meets industry safety standards requires adhering to relevant regulations and implementing appropriate safety measures. This includes proper guarding, emergency stop mechanisms, and regular safety inspections. Ensure that all employees are properly trained on the safe operation and maintenance of the conveyor system. Compliance with standards like ANSI/B11.19 is essential for maintaining a safe working environment.
Conclusion
In conclusion, conveyor material handling equipment is an indispensable component of modern industry and logistics, offering a multitude of benefits ranging from increased efficiency and reduced costs to improved safety and sustainability. Understanding the core components, applications, and emerging trends in conveyor technology is crucial for businesses looking to optimize their operations and maintain a competitive edge. Investing in the right conveyor systems is not simply a capital expenditure but a strategic investment in long-term growth and success.
As technology continues to evolve, we can expect to see even more innovative conveyor solutions emerge, driven by the demand for greater automation, digitalization, and sustainability. By embracing these advancements and prioritizing safety and efficiency, businesses can unlock the full potential of conveyor material handling equipment and build a more resilient and productive future. Explore your options today with conveyor material handling equipment specialists to revolutionize your workflow.