The ss belt conveyor is a cornerstone of modern material handling, playing a critical role in industries ranging from food processing and pharmaceuticals to logistics and manufacturing. Its ability to efficiently and hygienically transport products makes it an indispensable component of countless supply chains globally. Understanding the nuances of ss belt conveyor systems—their design, application, and maintenance—is crucial for optimizing operational efficiency and minimizing downtime in today’s fast-paced industrial environment.
The global demand for efficient material handling solutions is continuously growing, driven by factors like e-commerce expansion, increased automation, and the need for improved hygiene standards, especially in sensitive industries. This has placed a significant spotlight on ss belt conveyor systems, known for their durability, ease of cleaning, and adaptability. According to industry reports, the conveyor systems market is projected to reach substantial growth figures in the coming years, making it a vital area of innovation and investment.
Ss belt conveyor technology directly addresses the challenges of moving materials safely, reliably, and with minimal contamination. From automating complex packaging lines to facilitating the smooth flow of goods in distribution centers, these systems contribute significantly to enhanced productivity and reduced labor costs. The increasing focus on sustainability also drives the demand for energy-efficient and durable conveyor solutions like those offered by ss belt conveyor designs.
The Fundamentals of ss belt conveyor
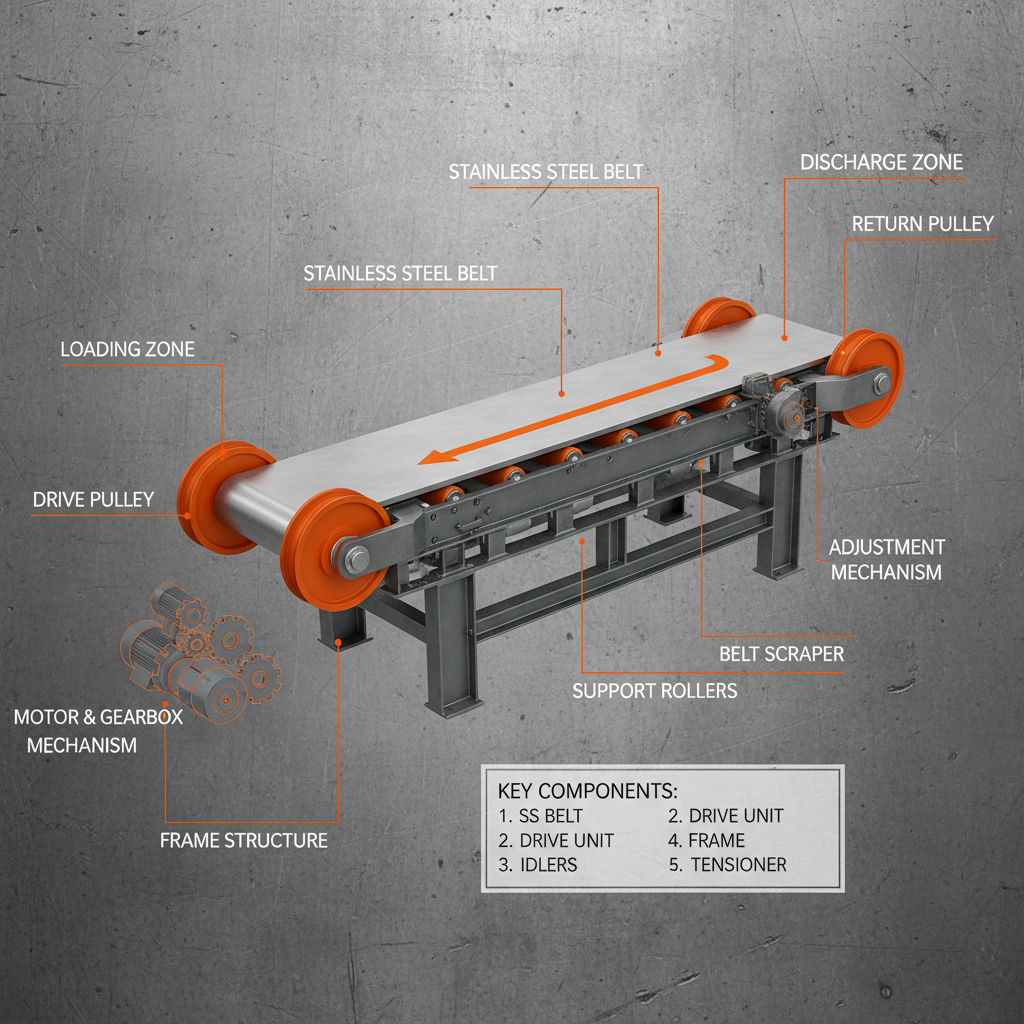
At its core, an ss belt conveyor comprises a stainless steel belt supported by a series of rollers and driven by a motor. The stainless steel material is paramount, providing exceptional resistance to corrosion, making it ideal for applications requiring strict hygiene standards. This inherent durability translates into reduced maintenance and a longer operational lifespan, lowering the total cost of ownership.
The design of ss belt conveyor systems is highly modular, allowing for customization to meet specific application needs. Belt width, length, and material grade can be tailored to accommodate varying product sizes, weights, and environmental conditions. This flexibility ensures that the system integrates seamlessly into existing workflows and maximizes throughput. ss belt conveyor solutions cater to diverse industries.
Global Relevance and Industry Impact
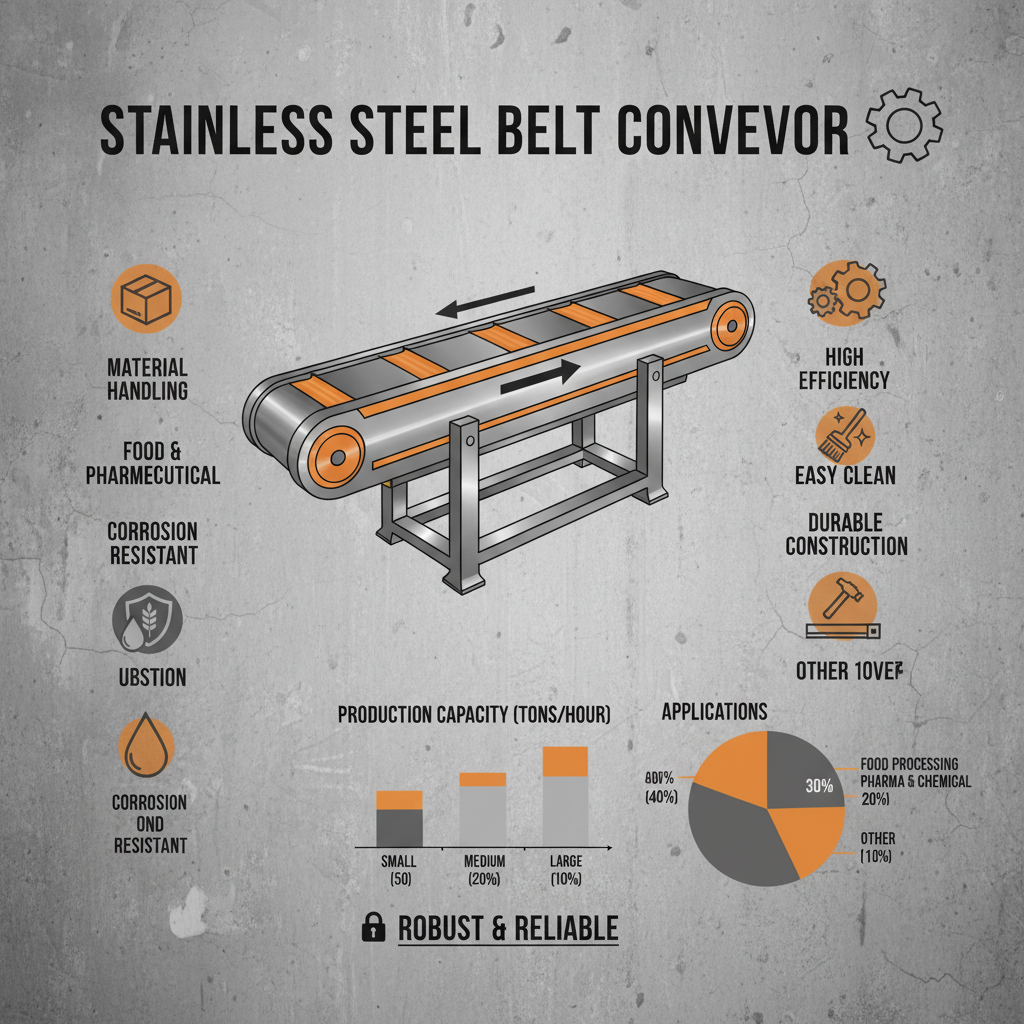
Ss belt conveyor systems are critical infrastructure in a vast range of industries worldwide. Food and beverage processing relies heavily on their hygienic transport capabilities, ensuring product safety and compliance with stringent regulations. Pharmaceutical manufacturing benefits from the minimized risk of contamination, crucial for maintaining drug quality and efficacy. The United Nations’ Sustainable Development Goals, particularly those related to industrial innovation and infrastructure, are directly supported by advancements in efficient material handling technologies like ss belt conveyor.
The global logistics sector, experiencing unprecedented growth due to e-commerce, increasingly utilizes ss belt conveyor for automated sorting, packaging, and distribution. According to a recent report by the World Bank, improving logistics performance is directly linked to economic growth, and ss belt conveyor plays a key role in achieving this. In emerging markets, the adoption of these systems is accelerating, driven by the need for streamlined operations and enhanced competitiveness.
The ISO 9001 standards for quality management systems often necessitate the use of hygienic and reliable conveyor solutions, further solidifying the importance of ss belt conveyor in maintaining consistent product quality and adhering to global benchmarks. The demand for tailored solutions is also growing as companies strive to optimize their processes and meet evolving customer requirements.
Defining the ss belt conveyor
An ss belt conveyor is a mechanical handling system utilizing a continuous belt, typically made of stainless steel, to move materials horizontally or at an incline. It's a vital component in automated processes, replacing manual handling and improving efficiency. It consists of a belt, rollers, a drive unit, and a frame, all engineered for robust and continuous operation.
Its connection to modern industry is profound. Ss belt conveyors are integral to lean manufacturing principles, enabling just-in-time delivery and reducing work-in-progress inventory. In humanitarian contexts, similar modular conveyor systems are being adapted for distributing aid efficiently in disaster-stricken areas, demonstrating their versatility beyond industrial applications.
The selection of stainless steel as the primary material isn’t arbitrary. It guarantees sanitation – a critical necessity in food processing, pharmaceutical, and chemical industries – while offering exceptional durability, corrosion resistance, and longevity. The integration of ss belt conveyor into automated systems is a key enabler for achieving operational excellence.
Core Components and Key Features
Durability is a defining characteristic of ss belt conveyor. Stainless steel construction ensures resistance to corrosion, wear, and tear, leading to a long operational life and reduced maintenance requirements. Scalability is another vital aspect; systems can be easily expanded or reconfigured to accommodate changing production needs and evolving facility layouts.
Cost-efficiency is achieved through reduced labor costs, minimized downtime, and extended lifespan. While the initial investment may be higher than some alternatives, the long-term cost savings often outweigh the upfront expense. Hygienic design is critical for industries like food processing and pharmaceuticals, with smooth stainless steel surfaces preventing bacterial buildup and facilitating easy cleaning.
Performance Metrics of Different ss belt conveyor Types
Real-World Applications of ss belt conveyor
In the food and beverage industry, ss belt conveyor systems are utilized for handling everything from raw ingredients to finished packaged goods. They ensure food safety and hygiene throughout the production process, complying with stringent regulatory standards. ss belt conveyor also excel in high-volume applications.
Pharmaceutical manufacturing relies on these systems for transporting drugs, tablets, and vials with zero contamination risk. In the chemical industry, they handle corrosive and hazardous materials safely and efficiently. Remote industrial zones, lacking extensive manual labor, also benefit from the automation and reliability of these conveyor systems.
Advantages and Long-Term Value Proposition
The tangible benefits of ss belt conveyor are substantial. Reduced labor costs translate to significant savings over time, while minimized downtime boosts productivity. The sustainability aspect is increasingly important, with durable stainless steel reducing the need for frequent replacements and contributing to a lower environmental footprint.
From an emotional standpoint, these systems enhance workplace safety, reducing the risk of employee injuries associated with manual handling. From a logical perspective, ss belt conveyor foster innovation and trust by providing a reliable and consistent material handling solution, supporting a commitment to quality and customer satisfaction.
Future Trends and Innovation in ss belt conveyor
The future of ss belt conveyor is being shaped by advancements in automation, digital integration, and sustainable materials. Smart conveyor systems equipped with sensors and data analytics offer real-time monitoring, predictive maintenance, and optimized performance. The integration of IoT (Internet of Things) technology allows for remote control and monitoring.
Green energy solutions, such as energy-efficient motors and regenerative braking systems, are becoming increasingly prevalent. The development of lightweight yet durable stainless steel alloys will further enhance efficiency and reduce energy consumption. Policies promoting sustainable manufacturing practices will drive wider adoption of environmentally friendly ss belt conveyor technologies.
Digital twin technology is also emerging, enabling virtual modeling and simulation of conveyor systems for optimized design and performance before physical implementation. This proactive approach will minimize risks and ensure that ss belt conveyor solutions meet the evolving needs of diverse industries.
FAQS
Regular maintenance includes belt cleaning, roller lubrication, and motor inspection. Checking for belt tension, alignment, and wear are vital to prevent downtime. Stainless steel, while durable, requires periodic cleaning to prevent buildup of residues, especially in food or pharmaceutical applications. Adhering to a preventative maintenance schedule is essential for ensuring long-term reliability and extending the lifespan of the system.
Ss belt conveyors typically have a higher initial cost compared to plastic or rubber belt conveyors. However, the durability and longevity of stainless steel often result in lower total cost of ownership over the lifespan of the system. Reduced maintenance, lower repair costs, and a longer operational life offset the higher upfront investment, making them a cost-effective choice in the long run, especially for applications demanding hygiene and resistance to harsh environments.
While exceptionally durable, ss belt conveyors may not be ideal for extremely abrasive materials that could cause excessive wear. Extreme temperatures can also affect belt performance, and it’s important to select the appropriate stainless steel grade for the specific operating conditions. Furthermore, designing for precise alignment is essential to prevent belt tracking issues, especially with longer conveyor runs.
Yes, ss belt conveyors are versatile and can handle a wide range of materials. Specialized belt designs, such as those with sidewalls or cleats, are available to manage powders, granular materials, and even liquids. The choice of belt material and configuration depends on the specific properties of the material being conveyed, such as its abrasiveness, corrosiveness, and particle size.
Essential safety features include emergency stop buttons, safety guards around moving parts, and belt speed control mechanisms. Many systems incorporate sensors to detect obstructions and automatically stop the conveyor to prevent damage or injury. Compliance with relevant safety standards (e.g., OSHA, CE) is paramount in the design and installation of ss belt conveyor systems.
Integration typically involves careful planning and consideration of the existing layout, material flow, and automation systems. Working with a reputable conveyor manufacturer is crucial to ensure seamless integration and compatibility. Factors to consider include conveyor height, speed synchronization with other equipment, and the integration of control systems for automated operation.
Conclusion
Ss belt conveyor systems are more than just material handling equipment; they are essential components of modern, efficient, and hygienic industrial operations. Their durability, scalability, and adaptability make them a valuable asset across a broad spectrum of industries, from food processing and pharmaceuticals to logistics and manufacturing. Understanding their core principles and emerging trends is critical for optimizing processes, reducing costs, and ensuring long-term success.
Looking ahead, the continued integration of automation, IoT, and sustainable materials will further enhance the capabilities of ss belt conveyor systems. Companies that invest in these technologies will be well-positioned to meet the evolving demands of a dynamic global market. For reliable and innovative ss belt conveyor solutions, visit our website today.