Understanding conveyors are classified in how many types is critical in modern industrial operations, impacting efficiency, safety, and cost-effectiveness across diverse sectors. The ability to categorize and select the appropriate conveyor system is no longer a simple logistical choice, but a strategic imperative for businesses seeking to optimize their material handling processes. This knowledge is foundational to maximizing throughput and minimizing downtime.
Globally, the demand for efficient material handling solutions is driven by increasing production volumes and the complexity of supply chains. According to a recent report by the World Bank, investments in infrastructure, including conveyor systems, are essential for supporting economic growth in emerging markets. Understanding the various classifications of conveyors is crucial for both manufacturers and end-users seeking to navigate this complex landscape. A well-chosen conveyor system can dramatically reduce labor costs and enhance operational agility.
The significance of accurately classifying conveyors lies in ensuring that the selected system aligns perfectly with specific application requirements. Incorrect selection can lead to operational bottlenecks, increased maintenance costs, and potential safety hazards. Furthermore, a thorough understanding facilitates effective communication between engineers, suppliers, and operators, preventing misunderstandings and ensuring successful project implementation.

The Importance of Conveyor Classification
Precisely identifying conveyors are classified in how many types isn't merely an academic exercise; it’s the cornerstone of efficient material handling. Proper classification dictates everything from design and implementation to maintenance and long-term operational costs. Without a firm grasp of the different types and their specific applications, businesses risk significant inefficiencies and potential safety issues.
This categorization allows engineers and project managers to match the conveyor system to the unique demands of a given environment. Consider the difference between a food processing plant requiring sanitary conveyors versus a mining operation needing heavy-duty, abrasion-resistant systems. Understanding these distinctions is paramount for successful project outcomes.
Defining Conveyor Types
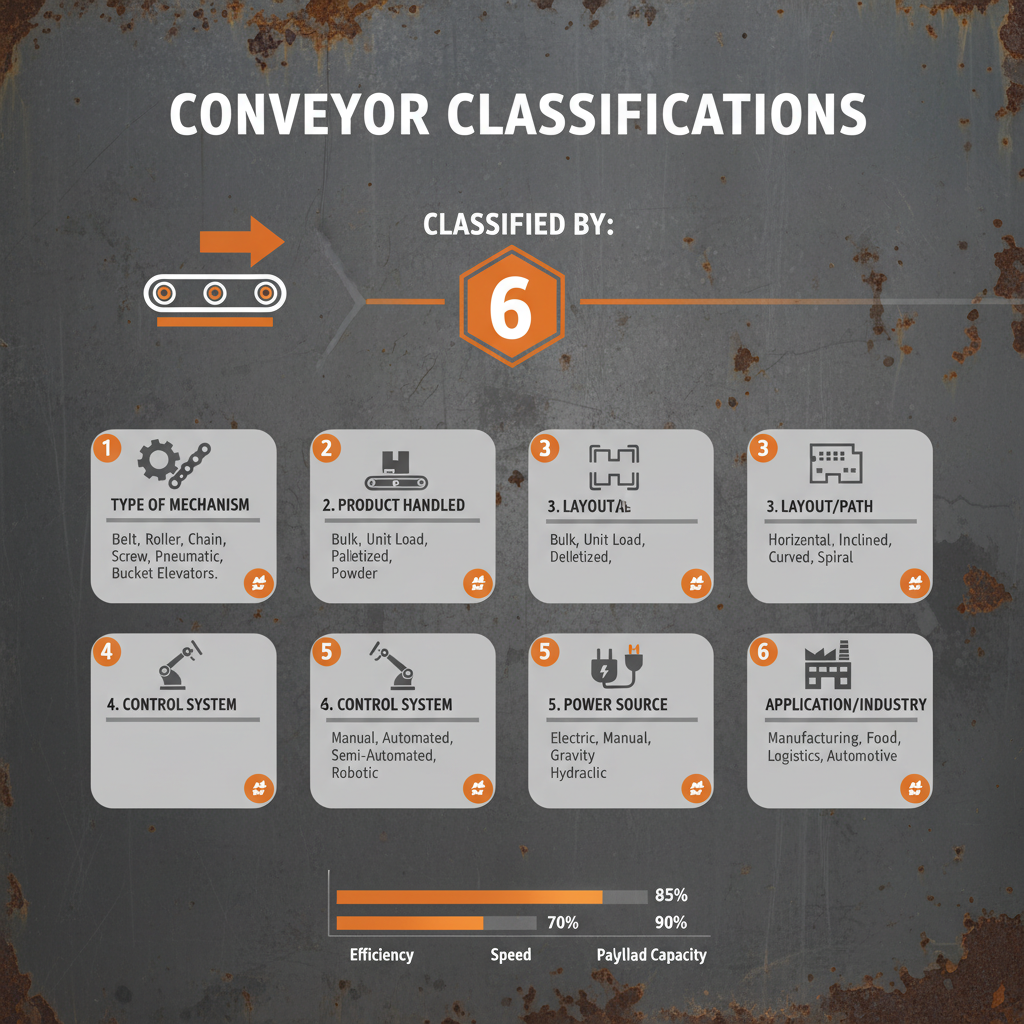
When we ask, "conveyors are classified in how many types?", the answer isn’t simple. Conveyors are categorized based on a multitude of factors, but the most fundamental distinction lies in the method of conveying the material. This broadly divides them into belt conveyors, roller conveyors, chain conveyors, screw conveyors, and pneumatic conveyors, each with numerous sub-types.
Belt conveyors, perhaps the most common, utilize a continuous belt to transport materials. Roller conveyors, on the other hand, employ a series of rollers to move items along a defined path. Chain conveyors are ideal for heavier loads, while screw conveyors excel at moving bulk materials like powders or grains. Pneumatic conveyors utilize air pressure to transport materials through enclosed tubes.
Beyond these core classifications, conveyors can be further differentiated by their structural configuration (e.g., flat belt, troughed belt, cleated belt), their application (e.g., sorting, accumulation, transportation), and their level of automation. Understanding these nuances is crucial for selecting the optimal system for a specific need.
Key Categorization Factors
Several key factors drive the categorization of conveyors. One primary consideration is the material being conveyed. Abrasive materials require robust conveyors built with wear-resistant components, while delicate items demand systems designed to minimize damage. Understanding the material's characteristics – size, shape, weight, and corrosivity – is paramount.
Another significant factor is the conveyor’s operating environment. Exposure to extreme temperatures, humidity, or corrosive substances necessitates the use of specialized materials and protective coatings. Outdoor conveyors, for example, require weather-resistant construction and UV protection. This directly impacts how conveyors are classified in how many types within specific conditions.
Load capacity and distance are also critical. Heavy loads require conveyors with stronger frames and more powerful drive systems. Long distances necessitate careful consideration of belt sag, energy efficiency, and maintenance access. Finally, operational requirements – such as speed, incline, and automation level – all influence the choice of conveyor type.
Industry Applications of Conveyor Classifications
The diverse classifications of conveyors dictate their application across numerous industries. In the mining industry, heavy-duty belt conveyors and chain conveyors are used to transport ore, coal, and other bulk materials over long distances and challenging terrains. The classification dictates the durability and load capacity needed.
The food processing industry relies on sanitary conveyors made from food-grade materials, designed for easy cleaning and compliance with strict hygiene regulations. In logistics and warehousing, roller conveyors and belt conveyors are widely used for sorting, conveying packages, and automating order fulfillment processes.
Typical Conveyor Type Usage by Industry
Advantages of Understanding Conveyor Types
A thorough comprehension of conveyors are classified in how many types translates directly into substantial benefits. Optimized material handling leads to increased production efficiency, reduced labor costs, and improved workplace safety. Selecting the correct conveyor type minimizes downtime and maximizes throughput.
Furthermore, this knowledge facilitates more accurate cost estimations and project planning. By understanding the specific requirements of an application, engineers can avoid costly mistakes and ensure that the chosen system meets the long-term needs of the business.
Future Trends in Conveyor Technology
The future of conveyor technology is being shaped by several key trends, including automation, digitalization, and sustainability. Smart conveyors, equipped with sensors and data analytics capabilities, are becoming increasingly prevalent, allowing for real-time monitoring, predictive maintenance, and optimized performance.
The integration of Artificial Intelligence (AI) and Machine Learning (ML) is enabling conveyors to adapt to changing conditions and improve efficiency autonomously. Furthermore, there's a growing emphasis on developing energy-efficient conveyors and utilizing sustainable materials to reduce environmental impact.
The development of modular and flexible conveyor systems is also gaining traction, allowing businesses to quickly adapt to changing production needs and optimize their material handling processes.
Challenges and Solutions in Conveyor System Selection
Despite advancements, selecting the right conveyor system can present challenges. One common issue is accurately assessing material characteristics and operating conditions. Improper assessment can lead to premature wear, breakdowns, and costly repairs. The best solution is a thorough site assessment and consultation with experienced conveyor engineers.
Another challenge is integrating conveyors with existing automation systems. Ensuring seamless communication and data exchange requires careful planning and the use of compatible control systems. Implementing standardized communication protocols and utilizing open-architecture control platforms can mitigate these issues.
Finally, maintenance and repair can be significant challenges, especially for complex conveyor systems. Proactive maintenance programs, utilizing predictive maintenance techniques and remote monitoring capabilities, can help minimize downtime and extend the lifespan of the system.
Summary of Conveyor Selection Considerations
| Material Properties |
Operating Environment |
Load & Distance |
Operational Requirements |
| Abrasiveness, Size, Weight, Corrosivity |
Temperature, Humidity, Chemical Exposure |
Maximum Load, Conveyance Distance, Incline |
Speed, Automation Level, Sorting Needs |
| High Abrasiveness – Requires Wear-Resistant Belts |
Corrosive Environment – Stainless Steel Construction |
Long Distance – Minimize Belt Sag with Supports |
High Speed – Choose Conveyor with High Belt Tracking |
| Delicate Material – Low-Impact Roller Conveyors |
Extreme Temperatures – Specialized Belt Materials |
Heavy Loads – Chain or Heavy-Duty Belt Conveyors |
Automated Sorting – Integration with PLC Systems |
| Food-Grade Materials – Sanitary Conveyor Design |
Outdoor Exposure – UV-Resistant Materials & Coatings |
Inclined Conveyance – Cleated Belts or Vertical Conveyors |
Precise Positioning – Programmable Logic Control (PLC) |
| Powdered Materials – Screw or Pneumatic Conveyors |
Hazardous Environments – Explosion-Proof Conveyor Components |
Variable Loads – Adjustable Speed Drive Systems |
Integration with Robotics – Conveyor Tracking and Synchronization |
| Irregularly Shaped Items – Flexible Conveyor Systems |
High Humidity – Corrosion-Resistant Materials |
Short Distances – Compact Roller Conveyors |
Real-Time Monitoring – Sensor Integration & Data Analytics |
FAQS
Roller conveyors and belt conveyors are the most prevalent types used in warehousing environments. Roller conveyors excel at moving pallets and boxes, while belt conveyors are ideal for handling a wider range of item sizes and shapes. The choice often depends on the specific needs of the warehouse, such as the volume of goods being moved, the distance of conveyance, and the level of automation desired. Understanding conveyors are classified in how many types is key for these decisions.
Selecting the right belt material requires considering several factors, including the material being conveyed, its weight, abrasiveness, temperature, and potential for chemical exposure. Common belt materials include rubber (natural, synthetic), PVC, polyurethane, and fabric. For abrasive materials, a thicker, more durable belt is necessary. For food processing, a food-grade belt is essential. A thorough assessment of your specific application will ensure optimal performance and longevity.
Regular maintenance for belt conveyors includes inspecting the belt for wear and tear, checking the alignment of rollers, lubricating bearings, and ensuring proper belt tension. Periodic cleaning is also crucial to remove debris and prevent buildup. Proactive maintenance, such as regularly checking for potential issues and addressing them promptly, can significantly extend the lifespan of the conveyor and minimize downtime. Understanding conveyors are classified in how many types influences the specifics of that maintenance.
Noise reduction can be achieved through several measures. Ensure proper belt alignment and tension, lubricate bearings regularly, and use noise-dampening materials for the conveyor frame and surrounding structures. Consider using enclosed conveyors to contain noise, and implement vibration isolation mounts to reduce noise transmission. Selecting the right conveyor type for the application can also help minimize noise levels.
Safety is paramount. Install emergency stop buttons readily accessible along the conveyor’s length. Implement guarding to prevent accidental contact with moving parts. Provide clear safety signage and training for all operators. Ensure proper grounding to prevent static electricity buildup. Regularly inspect the system for safety hazards and address them promptly. Adherence to relevant safety standards is crucial.
A powered roller conveyor uses motorized rollers to actively move items along the line, ideal for long distances or inclines. A non-powered (gravity) roller conveyor relies on gravity and manual pushing to move items, suited for shorter distances and situations where control is desired. The choice depends on the distance, load weight, and the need for automated movement. Comprehending conveyors are classified in how many types clarifies which suits your needs.
Conclusion
In conclusion, understanding conveyors are classified in how many types is fundamental to optimizing material handling processes, enhancing operational efficiency, and ensuring workplace safety. From basic classifications based on conveying method to intricate considerations of material properties and operating environments, a comprehensive understanding of conveyor technology is a strategic asset for businesses across diverse industries.
Looking ahead, the integration of smart technologies, automation, and sustainable practices will continue to drive innovation in conveyor design and functionality. Investing in knowledge and expertise in this field will be crucial for businesses seeking to stay competitive and adapt to the evolving demands of the modern industrial landscape. Visit our website at www.jtconveyor.com to learn more about our comprehensive range of conveyor solutions.