Let's talk conveying equipment. It's the backbone of pretty much any operation that moves stuff – and I mean any operation. I’ve spent years on sites, from massive aggregate quarries to tight-squeeze food processing plants, and I’ve seen how critical getting material from A to B efficiently really is. It’s not glamorous, but a system failure here grinds everything to a halt. Understanding the different types of conveying equipment isn’t just about specs and throughput; it’s about keeping projects on schedule, minimizing bottlenecks, and ultimately, saving money. It’s a foundational element in modern industrial processes, and a smart choice now pays dividends for years.
The sheer scale of material handling globally is staggering. According to UN data, global trade volume continues to climb, directly fueling the need for more efficient logistics. And that efficiency starts with how we move things. Whether it's raw materials powering manufacturing, agricultural products feeding populations, or finished goods reaching consumers, the right conveying solution impacts everything. I’ve seen first-hand how a simple upgrade from manual handling to even a basic conveyor system can dramatically improve safety and productivity.
The real challenge is that there’s no one-size-fits-all solution. Each job has unique demands. That's where understanding the nuances of different types of conveying equipment comes in. It's about recognizing what's best suited for the material, the distance, the environment, and the budget. It's about building a system that doesn't just work now but can adapt as needs change.

The Fundamentals of Types of Conveying Equipment
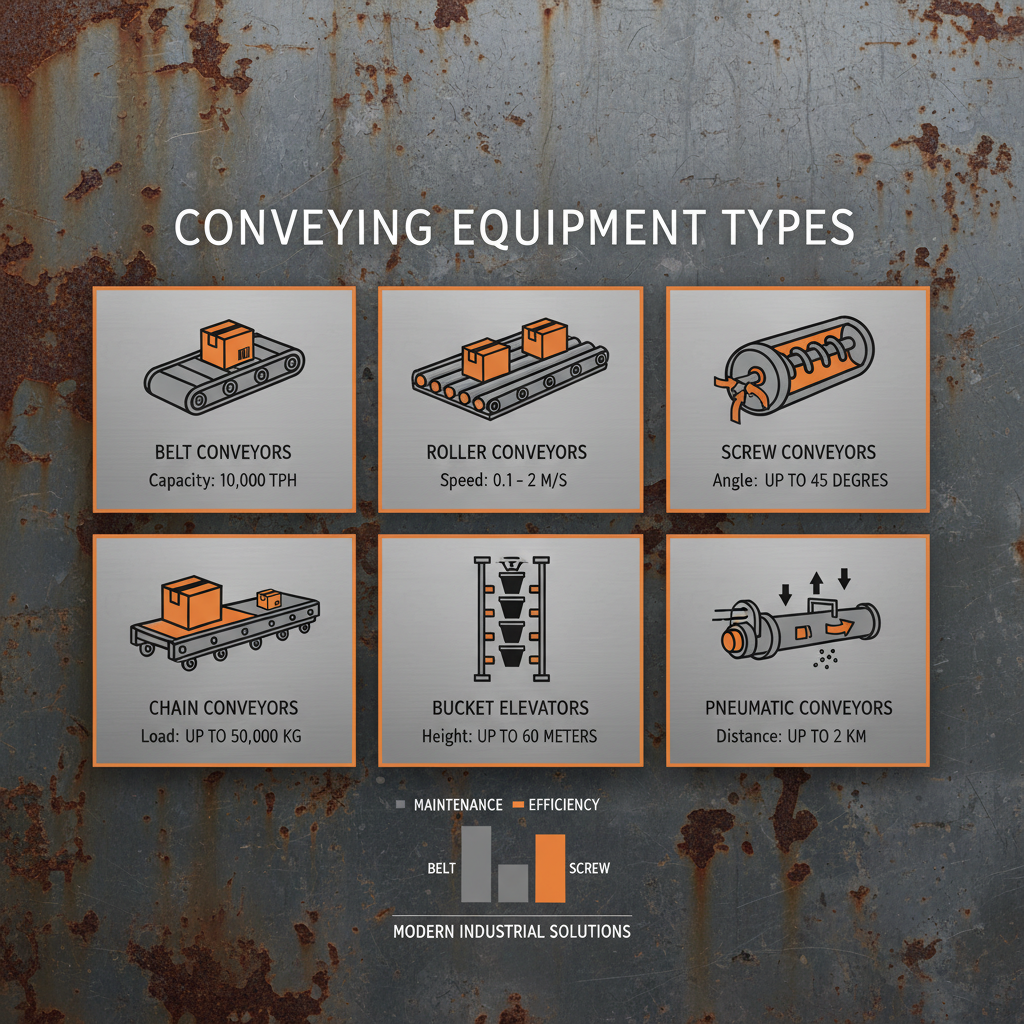
At its core, conveying equipment is about moving bulk materials. That can mean anything from gravel in a quarry to boxes in a warehouse. The real skill comes from picking the right method. Belt conveyors are workhorses – reliable, relatively inexpensive, and great for longer distances. But they’re not always the answer. Screw conveyors are perfect for tightly-controlled material flow, but they’re slower. Roller conveyors are ideal for unit loads but need a flat, consistent surface. I've seen projects get bogged down because someone chose the wrong type upfront.
Durability is paramount. I've been on sites where equipment is constantly battling harsh environments - extreme temperatures, abrasive materials, even corrosive chemicals. A cheap conveyor might save you money initially, but if it’s constantly breaking down and needing repairs, it's costing you far more in the long run. You want something built to last, using quality components and designed for the specific application.
Global Relevance and Industry Applications
The need for efficient material handling isn’t confined to any one country or industry. The ISO standards for conveying equipment are internationally recognized, reflecting the global demand for standardization and quality. In Asia, massive infrastructure projects are driving demand for heavy-duty conveyors. In Europe, the focus is often on compact, energy-efficient systems for highly automated warehouses. And in North America, a wide range of industries – from mining to agriculture – rely on customized conveying solutions.
I’ve seen conveying systems crucial in post-disaster relief efforts, rapidly moving supplies to affected areas. In remote mining operations, they’re the lifeline for getting ore to processing facilities. In food processing plants, they ensure sanitary and efficient transfer of products. The applications are incredibly diverse, which is why having a deep understanding of the types of conveying equipment available is so important.
The growth of e-commerce has placed an unprecedented strain on logistics networks, directly increasing the demand for more sophisticated conveying systems in distribution centers. Automation, driven by advancements in robotics and AI, is also transforming the field, creating opportunities for smarter, more efficient material handling.
Defining Conveying Equipment: A Practical Perspective
Simply put, conveying equipment is any mechanical system used to move materials from one location to another. But it's more than just a belt or a series of rollers. It’s a system—a carefully engineered combination of components working together. This includes the conveyor itself, drive mechanisms, control systems, safety features, and often, supporting structures like chutes and hoppers. I always tell younger engineers to think about the entire flow, not just the conveyor in isolation.
It’s connected to modern industry in a fundamental way. Without efficient conveying, production would grind to a halt. It directly impacts throughput, labor costs, and safety. In humanitarian contexts, it can be the difference between getting aid to people in need quickly or facing delays that have devastating consequences. Choosing the right system minimizes bottlenecks, reduces the risk of injury, and maximizes efficiency.
And it’s evolving. We’re seeing a shift towards more modular designs, allowing for greater flexibility and easier maintenance. Smart conveyors, equipped with sensors and data analytics, are providing real-time insights into system performance, allowing for predictive maintenance and optimized operation.
Key Factors in Conveying System Selection
When I'm assessing a project, I always focus on a few key areas. First, material characteristics. Is it abrasive, sticky, hot, cold, dry, wet? This dictates the materials of construction and the conveyor type. Second, capacity and distance. How much material needs to be moved, and how far? This determines the size and power of the system.
Third, environmental conditions. Is it indoors or outdoors? What’s the temperature range? Are there dust or chemical hazards? This impacts enclosure requirements and safety features. Finally, budget and maintenance. What’s the upfront cost, and what are the long-term maintenance requirements? I've seen too many projects cut corners upfront and end up paying dearly down the road.
Conveyor Efficiency Comparison
Real-World Applications and Use Cases
I recently worked on a project at a large cement plant where we implemented a series of belt conveyors to transport clinker – a very abrasive material. The key was choosing a belt with high tensile strength and wear resistance. We also incorporated a comprehensive dust suppression system to protect workers and the environment. It's that kind of attention to detail that separates a good system from a great one.
In the agricultural sector, I’ve seen pneumatic conveying systems used to move grain and other bulk materials efficiently and hygienically. These systems are particularly useful where dust control is critical. And in the food and beverage industry, stainless steel conveyors are essential for maintaining sanitation standards.
Advantages and Long-Term Value Proposition
The advantages of investing in the right types of conveying equipment are clear. Reduced labor costs, increased throughput, improved safety, and enhanced operational efficiency are just a few. But the long-term value goes beyond that. A well-designed system can minimize downtime, reduce maintenance costs, and extend the life of other equipment.
There's also a strong sustainability aspect. By optimizing material flow and reducing waste, conveying systems can contribute to a more environmentally friendly operation. And increasingly, companies are recognizing the importance of worker safety and ergonomics, which a thoughtfully designed conveying system can significantly improve.
Future Trends and Innovations in Conveying Technology
We're on the cusp of some exciting changes. I’m seeing more and more demand for smart conveyors equipped with sensors, data analytics, and remote monitoring capabilities. These systems can predict failures, optimize performance, and reduce maintenance costs. Automation is another big trend, with robotic arms and automated guided vehicles (AGVs) integrating seamlessly with conveying systems.
Energy efficiency is also becoming a major focus. Manufacturers are developing conveyors with more efficient motors and drive systems. And the use of lightweight materials, like composites, is helping to reduce energy consumption. I also anticipate a growing emphasis on modular designs, allowing for greater flexibility and faster installation times.
Key Performance Indicators for Conveying System Effectiveness
| KPI Category |
Metric |
Target Range |
Monitoring Frequency |
| Reliability |
Mean Time Between Failures (MTBF) |
> 500 hours |
Monthly |
| Efficiency |
Throughput (tons/hour) |
95-100% of rated capacity |
Daily |
| Safety |
Incident Rate (per 100 employees) |
< 1.0 |
Quarterly |
| Maintenance |
Preventative Maintenance Compliance |
> 90% |
Weekly |
| Cost |
Maintenance Cost per Hour of Operation |
$50 - $100 |
Monthly |
| Energy Usage |
kWh per ton conveyed |
< 5 kWh |
Monthly |
FAQS
Too often, companies focus solely on upfront cost and neglect to consider the long-term operating costs, including maintenance, energy consumption, and potential downtime. It’s crucial to perform a total cost of ownership analysis, factoring in all these variables to make an informed decision. Choosing the cheapest option often ends up being the most expensive in the long run.
Start by accurately assessing your peak throughput requirements. Then, factor in material characteristics like bulk density and flowability. It's always best to slightly overestimate capacity to provide a buffer for future growth or unexpected surges in demand. Consult with a conveying equipment expert to ensure you select a system that can handle your needs without being unnecessarily oversized.
Safety is paramount. Ensure all conveyors are equipped with proper guards, emergency stop switches, and lockout/tagout procedures. Regularly inspect the system for wear and tear, and provide thorough training to all operators and maintenance personnel. Adhering to relevant safety standards (like OSHA) is absolutely critical.
Maintenance is essential for maximizing the lifespan and reliability of your conveyor system. A good plan includes regular inspections, lubrication, belt tracking adjustments, and component replacements. Implementing a preventative maintenance schedule can significantly reduce downtime and prevent costly repairs. Keep detailed records of all maintenance activities.
Absolutely. Retrofitting a conveyor system into an existing facility is common. However, it requires careful planning and assessment to ensure compatibility with existing infrastructure. A detailed site survey is essential to identify potential challenges and develop a customized integration plan. Consider factors like space constraints, load-bearing capacity, and electrical power availability.
Automation is revolutionizing the field. Automated controls, sensors, and data analytics can optimize conveyor performance, reduce labor costs, and improve safety. Integrating robotics and AGVs with conveying systems enables fully automated material handling processes. Automation isn't just about replacing people; it’s about freeing them up to focus on more value-added tasks.
Conclusion
Understanding the different types of conveying equipment is fundamental to successful material handling. It's about more than just moving stuff from point A to point B; it’s about optimizing efficiency, reducing costs, and ensuring safety. From the smallest operation to the largest industrial facility, the right conveying system is a critical component of success.
The future of conveying is undoubtedly linked to automation, data analytics, and sustainable practices. Investing in smart, energy-efficient systems will not only improve your bottom line but also contribute to a more environmentally responsible operation. Visit our website at www.jtconveyor.com to learn more about how we can help you find the perfect conveying solution for your needs.