Belt conveyor equipment forms the backbone of modern material handling systems across countless industries. From agricultural harvesting to complex manufacturing lines, and even humanitarian aid distribution, the ability to efficiently and reliably move bulk materials is paramount. Understanding the nuances of belt conveyor equipment—its capabilities, limitations, and evolving technologies—is crucial for optimizing operational efficiency, reducing costs, and improving safety in a wide range of applications.
Globally, the demand for belt conveyor equipment is driven by increasing industrialization, particularly in emerging economies. The UN estimates a continued surge in global trade, necessitating robust logistics infrastructure. The World Bank highlights the importance of efficient supply chains for economic development, and belt conveyors play a critical role in that efficiency. Furthermore, adherence to ISO standards regarding safety and performance is increasingly important for manufacturers and operators.
The increasing need to transport large volumes of materials swiftly and cost-effectively is a significant challenge that belt conveyor equipment directly addresses. Traditional methods of material handling – manual labor, trucks, or rail – often prove insufficient for large-scale operations or pose significant safety risks. Effective belt conveyor systems are vital for bridging this gap and enabling businesses to meet growing demands while maintaining operational safety and efficiency.
Introduction: Global or Industry Context
The significance of belt conveyor equipment extends beyond simple material transport. It’s a foundational element of productivity in sectors ranging from mining and agriculture to e-commerce and food processing. The sheer volume of goods moved globally daily is staggering, and a large percentage of that movement relies on the consistent, efficient operation of these systems.
The integration of technology and automation is further elevating the importance of well-designed belt conveyor systems. Smart conveyors, equipped with sensors and data analytics capabilities, are now being used to optimize material flow, predict maintenance needs, and enhance overall system performance. This shift towards intelligent conveyor solutions is a defining trend in the modern industrial landscape.
Definition & Meaning
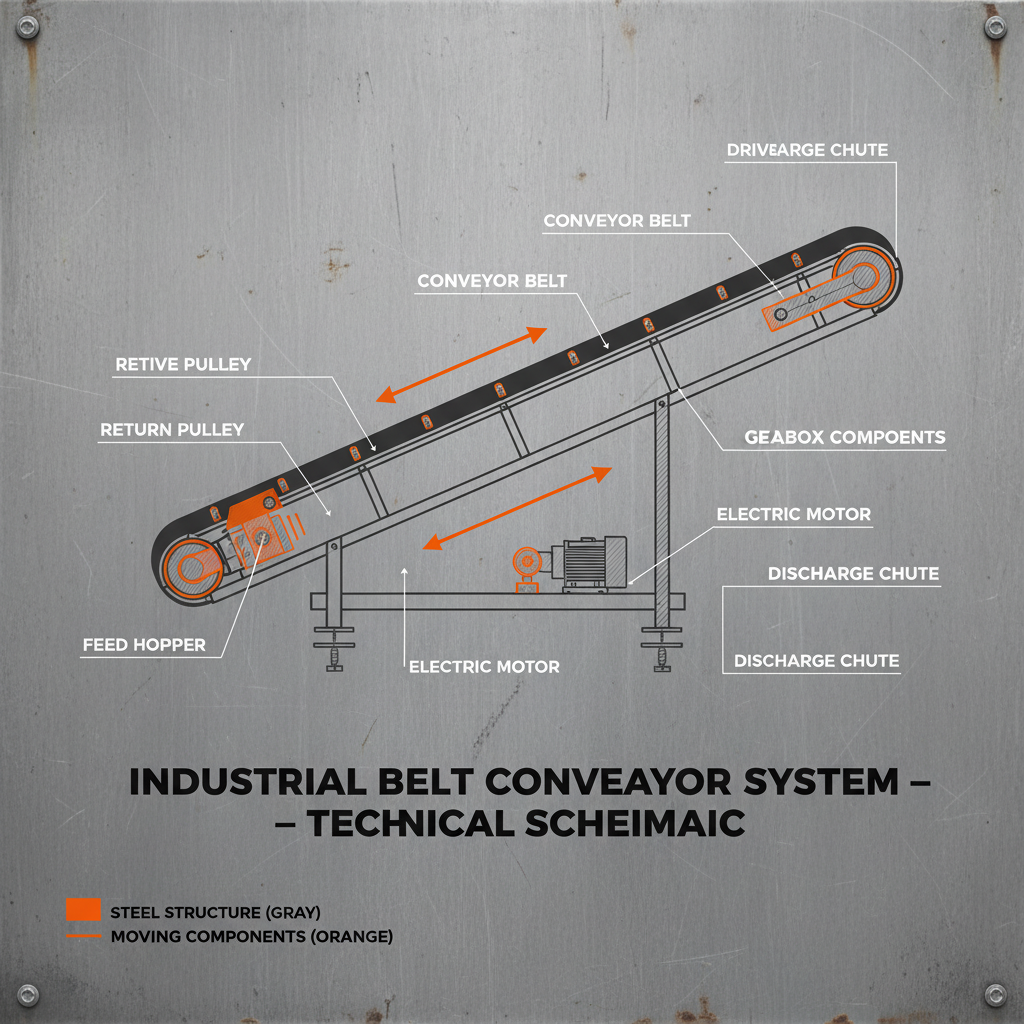
Belt conveyor equipment, in its simplest form, consists of a continuous loop of material—typically rubber, PVC, or fabric—stretched between two or more pulleys. Driven by a motor, this belt transports materials horizontally, vertically, or at an incline. It's a mechanical system designed to move a continuous flow of loose materials (like grain, coal, or packages) or discrete items (like boxes or cartons) over a fixed route.
The connection to modern industry is undeniable. Belt conveyor systems are integral to streamlining production processes, reducing manual handling, and improving workplace safety. In humanitarian contexts, these systems are invaluable for distributing food, medical supplies, and other essential aid quickly and efficiently in disaster-stricken areas.
Understanding this technology is crucial, not just for engineers and technicians, but for anyone involved in logistics, supply chain management, or industrial operations. The efficient movement of materials is at the heart of countless businesses, and belt conveyor equipment plays a vital enabling role.
Key Factors or Core Components
Durability: The longevity of a belt conveyor system depends heavily on the quality of its components, particularly the belt material, rollers, and frame. High-quality materials and robust construction ensure the system can withstand heavy loads, abrasive materials, and demanding operating conditions. A durable system translates to lower maintenance costs and less downtime.
Scalability: Belt conveyor equipment offers exceptional scalability. Systems can be easily expanded or reconfigured to accommodate changing production needs or increased throughput. This adaptability is crucial for businesses experiencing growth or fluctuating demand. Modular designs further enhance scalability, allowing for quick and easy modifications.
Cost Efficiency: Compared to other material handling methods, belt conveyor systems are often a highly cost-effective solution. They require minimal labor, reduce the risk of product damage, and offer lower energy consumption per ton-mile compared to trucks or trains. The initial investment is often offset by long-term savings in operational costs.
Reliability: A well-maintained belt conveyor system is remarkably reliable. Regular inspections, lubrication, and component replacements can prevent breakdowns and ensure continuous operation. This reliability is paramount for maintaining production schedules and minimizing disruptions.
Safety: Modern belt conveyor systems are designed with multiple safety features, including emergency stop buttons, belt guards, and speed monitoring systems. These features protect workers from potential hazards and ensure a safe working environment.
Customizability: Belt conveyor systems are highly customizable to meet specific application requirements. Factors such as belt width, material, speed, incline angle, and the inclusion of accessories like diverters and weigh feeders can all be tailored to optimize performance for a particular material or process.
Global Applications & Use Cases
Belt conveyor equipment is ubiquitous in the mining industry, responsible for moving vast quantities of ore, coal, and other minerals from extraction sites to processing facilities. In agriculture, they are used for handling harvested crops, fertilizers, and feed. The logistics and warehousing sectors rely heavily on conveyors for sorting packages, moving pallets, and streamlining order fulfillment processes.
In post-disaster relief operations, portable belt conveyor systems are rapidly deployed to distribute food, water, and essential supplies to affected populations. In remote industrial zones, where access is limited, conveyors provide a reliable means of transporting materials without the need for extensive road infrastructure.
Specific regions like Southeast Asia, with its booming manufacturing sector, demonstrate a particularly high demand for belt conveyor equipment. Similarly, South America's extensive mining operations create a substantial market for robust and reliable conveyor systems. The growing e-commerce industry in North America is driving increased demand for automated conveyor solutions in fulfillment centers.
Belt Conveyor Equipment Efficiency by Method
Advantages & Long-Term Value
The tangible benefits of implementing belt conveyor equipment are numerous. Cost savings are realized through reduced labor requirements, minimized material waste, and lower energy consumption. Enhanced safety is another significant advantage, as conveyors reduce the need for manual handling and minimize the risk of workplace injuries. The reliability of these systems translates to increased uptime and consistent production.
Beyond the purely economic benefits, there's a strong sustainability argument for using belt conveyor equipment. By optimizing material flow and reducing waste, conveyors contribute to more efficient resource utilization. The potential to integrate with renewable energy sources further enhances their environmental profile.
Future Trends & Innovations
The future of belt conveyor equipment is inextricably linked to advancements in automation and digitalization. Smart conveyors, equipped with sensors, IoT connectivity, and AI-powered analytics, are poised to revolutionize material handling. These systems can self-diagnose issues, optimize performance, and even predict maintenance needs, minimizing downtime and maximizing efficiency.
The development of new belt materials with enhanced durability, abrasion resistance, and energy efficiency is also a key area of innovation. Sustainable materials, derived from renewable sources, are gaining traction as businesses strive to reduce their environmental impact. Exploration of modular conveyor designs for rapid deployment and adaptation remains a priority.
Challenges & Solutions
One common challenge is dealing with abrasive or sticky materials that can cause belt buildup and reduced efficiency. Solutions include using specialized belt coatings, installing scraper systems, and implementing automated cleaning mechanisms. Maintaining proper belt tension and alignment is also crucial to prevent damage and ensure optimal performance.
Another challenge is the integration of conveyors with existing automation systems. Standardized communication protocols and open APIs are essential for seamless data exchange and interoperability. Investing in comprehensive training for maintenance personnel is crucial for ensuring the longevity and reliability of conveyor systems.
Finally, minimizing energy consumption is an ongoing concern. Utilizing variable frequency drives (VFDs) to optimize motor speed and implementing energy-efficient belt materials can significantly reduce operating costs and environmental impact.
Summary of Common Belt Conveyor Challenges and Solutions
| Challenge Area |
Problem Description |
Proposed Solution |
Implementation Cost (1-10) |
| Material Buildup |
Adhesive materials accumulate on the belt, reducing traction and efficiency. |
Install scraper systems and utilize specialized belt coatings. |
5 |
| Belt Misalignment |
Improper alignment causes uneven wear and potential damage. |
Implement alignment sensors and automated correction systems. |
7 |
| Energy Consumption |
High energy usage during operation. |
Utilize variable frequency drives (VFDs) and energy-efficient belts. |
6 |
| Integration with Automation |
Difficulty integrating with existing automated systems. |
Employ standardized communication protocols and open APIs. |
8 |
| Maintenance Downtime |
Unexpected breakdowns lead to costly downtime. |
Implement predictive maintenance programs using sensor data. |
4 |
| Wear and Tear |
Constant use leads to belt and component wear. |
Use high-quality materials and schedule regular inspections. |
3 |
FAQS
Selecting the right belt conveyor system requires careful consideration of several factors, including the material being conveyed (size, weight, abrasiveness), the required throughput, the distance and incline of the conveying path, the operating environment (temperature, humidity), and budget constraints. Proper assessment of these factors ensures optimal system performance and longevity. Considerations of maintenance requirements and safety features are also crucial.
Routine maintenance frequency depends on the operating conditions and the intensity of use. However, a general guideline is to perform visual inspections daily, lubrication of bearings and rollers weekly, and thorough inspections of the belt, pulleys, and drive components monthly. Regular cleaning and adjustment of tracking are also essential. A preventative maintenance schedule minimizes downtime and extends the life of the equipment.
Essential safety features include emergency stop buttons strategically positioned along the conveyor's length, belt guards to prevent access to moving parts, speed monitoring systems to ensure safe operating speeds, and interlocks that automatically shut down the system if a guard is removed. Proper signage and employee training are also vital components of a comprehensive safety program. Adherence to relevant safety standards is crucial.
Yes, belt conveyor equipment is highly adaptable. Different belt materials (rubber, PVC, fabric) can be selected based on the characteristics of the material being conveyed. Features like side guards, impact rollers, and cleated belts can be added to handle specific materials, such as abrasive aggregates, fragile products, or steep inclines. Properly configuring the system for the specific material is key to efficient operation.
The lifespan of a belt conveyor system varies depending on the quality of the components, the operating conditions, and the frequency of maintenance. However, with proper maintenance and care, a well-built system can reliably operate for 10-20 years or even longer. Regular inspections and timely replacement of worn parts are essential for maximizing the system’s lifespan and minimizing costly repairs.
Variable frequency drives (VFDs) allow precise control over the speed of the conveyor motor. By adjusting the speed to match the actual material flow, VFDs reduce energy consumption and minimize wear and tear on the system. They also provide soft starting and stopping capabilities, further reducing stress on the components. VFDs are a valuable investment for optimizing energy efficiency and extending the life of the conveyor system.
Conclusion
In conclusion, belt conveyor equipment remains a cornerstone of efficient material handling across a diverse range of industries. From its fundamental role in streamlining operations to its evolving integration with smart technologies, this equipment is essential for optimizing productivity, reducing costs, and improving safety. Understanding its core components, applications, and future trends is vital for businesses seeking to thrive in today's competitive landscape.
Looking ahead, continued innovation in belt materials, automation, and data analytics will further enhance the capabilities and value of belt conveyor systems. Embracing these advancements will be crucial for organizations seeking to build resilient, sustainable, and efficient supply chains. For reliable and innovative belt conveyor equipment solutions, visit our website today.










